中國知名金相制樣設備耗材廠商
——以材料顯微組織分析技術進步為己任,以金相試樣制備輕松高效真實為目標
郭壽鵬1 高洪吉1 李曉桐1 鄭德榮2
(1. 山東省冶金科學研究院, 濟南250014 ; 2.山東省勞動職業技術學院, 濟南250022)
摘要:鍋爐旋風分離器中心筒上部吊掛腰筋和腰筋附近的筒體裂開,筒體上大面積出現蜂窩狀剝落坑,筒體變徑處出現大量貫穿性孔洞。采用化學成分分析、宏觀和金相檢驗等方法對中心筒進行了分析。結果表明,中心筒焊補區存在未熔合缺陷,裂紋在未熔合缺陷處萌生和長大形成宏觀裂紋,導致材料失效;中心筒存在許多鑄造皮下氣孔,此為形成剝落坑的主要原因;剝落坑附近析出許多塊狀和棒狀碳化物,在晶界處有鏈狀碳化物,是產生宏觀剝落坑的誘因之一。
關鍵詞:中心筒 裂紋 化學成分 金相組織 失效分析
1 情況簡介
某熱電公司購買一臺整體鑄造旋風分離器中心筒,使用一個半月后發現中心筒出現質量問題,中心筒上部吊掛腰筋和腰筋附近的筒體裂開,筒體上大面積出現蜂窩狀剝落坑,筒體變徑處出現大量貫穿性孔洞。發現問題后使用方及時與供貨單位聯系,供貨單位派人維修,維修工藝是進行堆焊和焊補。維修后繼續運行使用,一個月后鍋爐因故障停爐檢修,發現中心筒上部焊補區再次開裂,筒體的部分焊補部位脫落。使用方組織檢修人員自行檢修,檢修完畢后投入運行。三個月后停爐檢修時發現中心筒再次出現質量問題,上部裂紋增多,前期出現的質量問題加劇,使用方經綜合分析認為,此中心筒存在嚴重質量問題。
針對以上情況,采用化學成分分析、宏觀和金相檢驗等方法對中心筒進行了分析。
2. 理化檢驗
2.1 宏觀檢驗
中心筒的吊掛端、加強筋及筒體均有多處開裂和焊補過的痕跡。中心筒吊掛端有兩塊約300×200(mm)和300×100(mm)的焊補區,在筒外側焊縫處有明顯的開裂(見圖1a),中心筒加強筋處有明顯的裂紋(見圖1b),中心筒筒體有已焊補過的多處孔洞,據使用方介紹,部分孔洞焊補前已穿透,筒體上有明顯的焊部過的剝落坑(見圖1c)。



a. 中心筒吊掛端焊補區裂紋形貌 b. 中心筒加強筋處的裂紋形貌 c.中心筒筒體焊補過的剝落坑形貌
圖1 中心筒宏觀缺陷形貌
2.2化學成分
化學成分分析結果表明,兩個試樣中的Mn(%)和一個試樣中的S(%)元素含量未達到技術協議要求。(見表1)
表1 中心筒化學成分(%)
|
檢驗元素 |
技術協議要求 |
檢驗結果 |
備 注 |
|
|
無缺陷位置試樣 |
有缺陷位置試樣 |
|||
|
C |
0.20~0.60 |
0.44 |
0.40 |
|
|
Si |
0.50~1.20 |
0.91 |
0.92 |
|
|
Mn |
2.00~3.50 |
1.45 |
1.59 |
|
|
P |
≤0.06 |
0.043 |
0.040 |
|
|
S |
≤0.03 |
0.036 |
0.029 |
|
|
Cr |
24.00~28.00 |
25.38 |
25.33 |
|
|
Ni |
3.50~6.50 |
4.98 |
4.96 |
|
2.3 金相檢驗
分別在的焊補區、剝落坑處及表面無明顯缺陷處取金相試樣進行檢驗分析。
首先在焊補區取樣做金相檢驗分析,試樣表面有清晰可見的裂紋。在顯微鏡下觀察發現,裂紋兩側組織有明顯的差別,存在未熔合缺陷,裂紋沿熔合線擴展(見圖2,3,4,5)。


圖2. 未熔合區附近的裂紋形貌(100×) 圖3. 未熔合區的微觀形貌(100×)
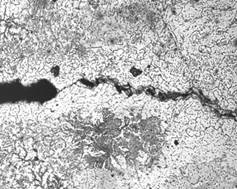
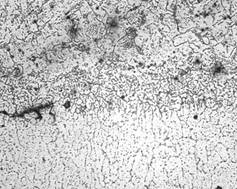
圖4. 裂紋沿熔合線擴展的典型形態(100×) 圖5. 裂紋尖端處熔合區的組織特征(100×)
金相檢驗發現,剝落坑處有棒狀和塊狀碳化物,沿晶界有鏈狀分布的碳化物(見圖6)。在剝落坑附近有清晰的沿晶裂紋(見圖7)。
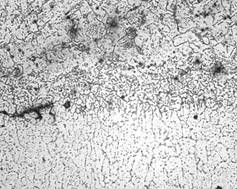
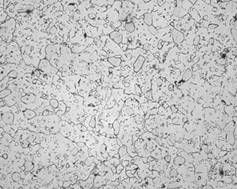
圖6. 剝落坑處的鏈狀及棒狀碳化物(200×) 圖7. 剝落坑附近的晶間裂紋(200×)
在表面無明顯缺陷的部位,截取金相試樣進行檢驗,可見多個宏觀尺度的皮下氣孔。顯微鏡下觀察發現,氣孔附近有許多沿晶裂紋(圖8),兩個孔洞之間的裂紋相距很近(圖9)。表面無明顯缺陷的部位有較大的球形非金屬夾雜物(見圖10),依據GB/T10561-2005[4]中的5.2.1條和附錄A中的DS(單顆粒球狀類)評級圖,該樣品的非金屬夾雜物可評定為3級。金相組織為奧氏體+鐵素體+碳化物,碳化物呈球狀、塊狀和鏈狀沿晶分布(見圖11)。
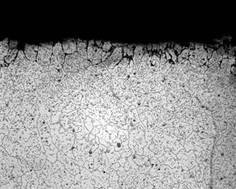

圖8. 皮下氣孔附近的沿晶裂紋(100×) 圖9. 皮下氣孔間的沿晶裂紋形態(100×)

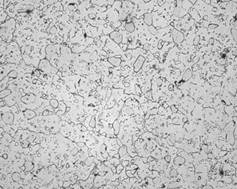
圖10. 球狀非金屬夾雜物形態(100×) 圖11. 筒體材料的金相組織(100×)
3. 分析討論
3.1化學成分分析
由表1可以看出,化學成分中部分元素含量符合技術協議要求,但Mn(%)、S(%)元素含量未達到技術協議要求。
3.2 金相檢驗結果分析
通過金相檢驗可知,該中心筒的裂紋主要在焊接區形成,焊接區存在未熔合缺陷,未熔合缺陷為裂紋源,裂紋在此形成并沿熔合線擴展。現場勘驗發現,多數裂紋均發生在焊接部位,包括加強筋在內的焊接部位均有不同程度的開裂。這是因為焊接區是兩種金屬的過渡部分,為組織薄弱區。裂紋在這些組織薄弱區或未熔合缺陷處容易萌生和長大,最后形成宏觀裂紋導致材料失效。
剝落坑的形成與鑄造皮下氣孔等缺陷有直接關系[1]。由金相檢驗分析可知,在氣孔缺陷附近有許多沿晶微裂紋,這些微裂紋顯著降低了中心筒的高溫蠕變強度,高溫下蠕變斷裂是沿晶斷裂,氣孔缺陷附近的微裂紋是引發蠕變斷裂的裂紋源,這些微裂紋的擴展使鑄造氣孔連接起來,形成大量的剝落坑(表面剝落或貫穿孔洞)。
剝落坑的形成還與碳化物的數量和形態有關[2]。由金相檢驗分析可知,剝落坑附近的組織中存在許多塊狀和棒狀碳化物,晶界處存在鏈狀碳化物。材料在高溫下長期使用時,數量較多的大尺寸碳化物會引起晶界脆化,這是因為晶界遷移時晶界上的第二相質點構成了晶界移動的障礙,晶界移動受阻將引發晶間裂紋[3],這也是產生宏觀剝落的誘因之一。
4. 結論
1. 化學分析表明,錳、硫含量未達到技術協議要求。
2. 中心筒焊補區存在未熔合缺陷,未熔合缺陷是裂紋源。裂紋在未熔合缺陷處萌生和長大形成宏觀裂紋,導致材料失效。此為產生裂紋的主要原因。
3. 中心筒存在許多鑄造皮下氣孔,金相分析表明,皮下氣孔附近存在大量微裂紋,在高溫使用過程中裂紋不斷擴展,一部分微裂紋貫穿表面,造成局部剝落;另一部分微裂紋與其它孔洞附近的微裂紋連接形成貫穿孔洞。此為形成剝落坑(表面剝落或貫穿孔洞)的主要原因。
4. 金相分析表明,剝落坑附近析出許多塊狀和棒狀碳化物,在晶界處有鏈狀碳化物。材料在高溫下長期使用時,數量較多的大尺寸碳化物會引起晶界脆化,這也是產生宏觀剝落坑的誘因之一。
參考文獻
[1]陳德和.鋼的缺陷[M].北京:機械工業出版社,1977.
[2]吳培遠,揚武鳴,周振生等. 輔機零件失效及缺陷分析[M]. 北京:科學出版社, 1988.
[3]機械工業理化檢驗人員培訓和資格檢驗委員會. 金相檢驗[M]. 上海:上海科學普及出版社, 2003.
[4]GB/T10561-2005.鋼中非金屬夾雜物含量的測定.







