中國知名金相制樣設備耗材廠商
——以材料顯微組織分析技術進步為己任,以金相試樣制備輕松高效真實為目標
用電解拋光來代替機械拋光,是一個很大的進步,并已獲得優異的效果。
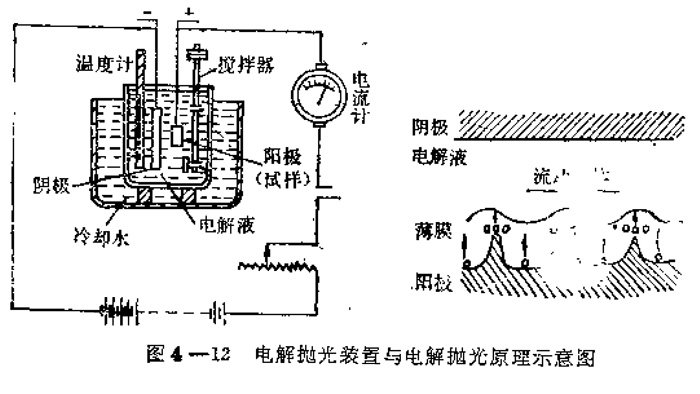
電解拋光設備與電鍍相類似。最簡單的電解拋光設備按圖4_12所示的方法進行裝設-玻璃電解槽的容量為500~1000ml在拋光過程中,電解液應充分地攪拌,避免兩植間液體局部溫度過高,發生爆炸危險。電解拋光采用直流電源,使用電壓大多在50V以下,拋光時先接通電源,然后夾住試樣,并放入電解液中。此時應立即正確地調整至額定拋光電流,并使電解液以充分的攪拌與冷卻(或加熱),使電解液保持額定的工作溫度。拋光完成以后,必需先將試樣自電解液中取出,然后切斷電源,并迅速地移入清水中沖洗。電解拋光時試樣磨面越平整光潔,拋光時間也越短。此外電解液的新舊程度對于拋光時間的長短也有很大影響。
電解拋光過程是電化學溶解過程,其理論尚不十分完善,目前常用薄膜理論來解釋它的機理。其理論如下:電解拋光時試樣表面上形成一層厚薄不均的粘性薄膜,此薄膜具有很高的電阻。試樣凸起部分的薄膜厚度比凹陷處要薄,這樣凸出部分的薄膜對電解液的擴散作用就較劇烈。由于該處蔣膜較薄,電阻也較小,電流密度就大,加之對電解液的擴散作用強烈,故迅速被電解作用溶解,使凸起部分逐漸變得平坦,形成光滑的表面。
隨著電解拋光在金相檢驗工作中應用的日益廣泛,我國己生產制造出各種不同型號的專用電解拋光儀國外專用金相試樣電解拋光設備的種類也很多,以下簡要介紹兩種有代表性的儀器。
丹麥制造的小型自動電解拋光設備,包括了整流裝置,最大可以拋光100平方厘米面積的金相試樣。
丹麥產的另一種微型電解拋光儀,是電解拋光設備中最小的儀器,只限于拋光1?1.5mm直徑的小圓形試祥。儀器原來只用于研究切削刀具淬火表層在磨削加工過程中組織的變化,其后推廣應用到研究任何大件機器零件上任何一點的金相組織。